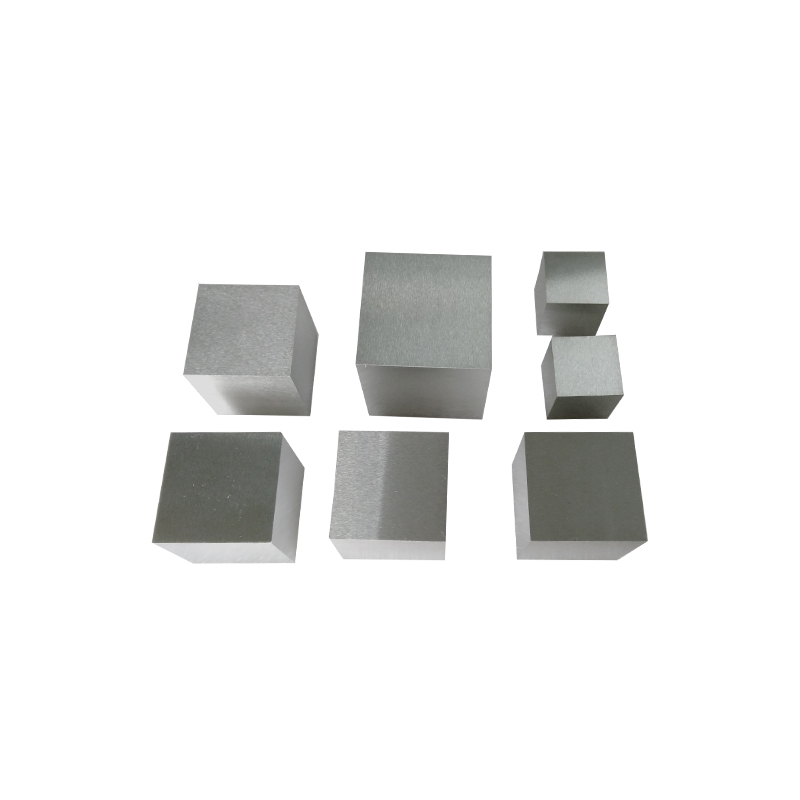
Vad är en volframlegeringsplatta?
A volframlegeringsplatta är en platt, rektangulär produkt tillverkad av en tungmetallkomposit där volfram är det dominerande elementet, typiskt sett omfattar mellan 85 och 98 viktprocent av den totala sammansättningen. Det återstående innehållet består av bindemetaller - oftast nickel och järn, eller nickel och koppar - som tillsätts för att förbättra materialets bearbetbarhet, duktilitet och sinterbarhet. Ren volfram är extremt hårt och skört i sin råa form, vilket gör det svårt att bearbeta till användbara former. Tillsatsen av dessa bindemedelsmetaller förvandlar det till ett material som bibehåller volframs exceptionella densitet och termiska motstånd samtidigt som det blir tillräckligt bearbetbart för att precisionsbearbetas till platt platta.
Volframlegeringsplattor tillverkas genom en pulvermetallurgisk process. Volframpulver blandas med lämpliga bindemedelsmetallpulver, kallpressas till en nästan nettoformad form och sintras sedan vid temperaturer mellan 1 300 °C och 1 600 °C i en ugn med kontrollerad atmosfär. Resultatet är en tät, homogen platta med förutsägbara mekaniska egenskaper i hela dess tvärsnitt. Efter sintring glödgas plattorna vanligtvis och bearbetas sedan till exakta toleranser för tjocklek och planhet. Den färdiga produkten kännetecknas av sin exceptionella vikt för storlek, vilket är den avgörande praktiska fördelen med volframlegeringsplåtar jämfört med alternativ som stål eller bly.
Viktiga fysiska och mekaniska egenskaper
Anledningen till att volframlegeringsplattor får uppmärksamhet i så många krävande industrier beror på ett specifikt kluster av fysiska och mekaniska egenskaper som få andra material kan matcha samtidigt. Att förstå dessa egenskaper i konkreta termer hjälper till att klargöra varför volframlegering väljs framför alternativ i kritiska tillämpningar.
| Egendom | Typiskt värde (W-Ni-Fe-legering) | Jämförelse med stål |
| Densitet | 17,0 – 18,5 g/cm³ | ~2,4× tätare än stål |
| Draghållfasthet | 700 – 1 000 MPa | Jämförbar med legerat stål |
| Hårdhet (HRC) | 24 – 32 HRC | Liknar härdat verktygsstål |
| Smältpunkt | ~1 450°C (legering) | Lägre än rent W, högre än stål |
| Strålningsdämpning | Utmärkt (liknar bly) | Mycket överlägsen stål |
| Värmeledningsförmåga | 60 – 100 W/m·K | Bättre än de flesta stål |
| Koefficient för termisk expansion | 4,5 – 5,5 x 10⁻⁶/°C | Lägre än stål (mer formstabil) |
| Bearbetningsbarhet | Bra (med hårdmetallverktyg) | Svårare än stål |
Densitetssiffran förtjänar särskild betoning. Vid 17 till 18,5 g/cm³ är volframlegering ungefär 1,7 gånger tätare än bly och 2,4 gånger tätare än stål. Detta innebär att för en given volym ger en volframlegeringsplatta en massa som inget annat icke-radioaktivt material kan närma sig vid en likvärdig storlek. Denna egenskap är grunden för dess värde i applikationer där maximal vikt måste koncentreras till minimalt utrymme.
Vanliga legeringskvaliteter och sammansättningar
Volframlegeringsplattor finns i flera standardiserade sammansättningar, var och en optimerad för olika egenskaper. De mest använda systemen är nickel-järn (W-Ni-Fe) och nickel-koppar (W-Ni-Cu), med volframhalt från 85 % till 97 %.
W-Ni-Fe (nickel-järnbindemedel)
Detta är den vanligaste plåtsammansättningen av volframlegering och är standardvalet för de flesta strukturella och ballistiska tillämpningar. Järnhalten förbättrar den magnetiska permeabiliteten något och ökar hårdheten jämfört med nickel-kopparkvaliteter. W-Ni-Fe-legeringar erbjuds i volframkoncentrationer på 90 %, 93 %, 95 % och 97 %, med densiteten som ökar när volframhalten ökar. Dessa kvaliteter uppfyller kraven i ASTM B777 klass 1 till klass 4, som är den primära internationella standarden för tungstenslegeringar.
W-Ni-Cu (nickel-kopparbindemedel)
Nickel-kopparbindemedelslegeringar är icke-magnetiska, vilket gör dem till det föredragna valet i applikationer där magnetisk interferens måste undvikas - såsom miljöer för medicinsk bildbehandling eller vissa flygsensorsystem. W-Ni-Cu-kvaliteter är något mindre starka än motsvarande W-Ni-Fe-kompositioner, men deras icke-magnetiska egenskaper är en avgörande fördel i specialiserade användningsfall. De anses också vara mer korrosionsbeständiga i vissa kemiska miljöer.
Högdensitetsgrader (95 %–97 % W)
Vid 95 % och 97 % volframhalt uppnår plattorna densiteter på 18,0 till 18,5 g/cm³ — det övre intervallet för vad pulvermetallurgisk sintring kan producera tillförlitligt. Dessa ultrahögdensitetskvaliteter används i applikationer där varje extra gram massa per volymenhet har betydelse, såsom strålningsavskärmande kollimatorer, kinetisk energipenetratorkomponenter och precisionsmotvikter inom flyg- och rymdindustrin. De är något sprödare och svårare att bearbeta än lägre volframkvaliteter, vilket kräver specialiserade hårdmetallverktyg och noggranna skärparametrar.
Industri- och försvarstillämpningar
Kombinationen av extrem densitet, strålningsskyddande förmåga, hög hållfasthet och dimensionsstabilitet gör volframlegeringsplåtar användbara inom ett förvånansvärt brett spektrum av industrier. Applikationerna nedan representerar de mest betydande och etablerade användningsområdena.
Strålningsavskärmning
Volframlegeringsplattor används i stor utsträckning som strålskydd i medicinska, nukleära och industriella röntgentillämpningar. De ger gammastrålnings- och röntgendämpningsprestanda jämförbara med bly men i en bråkdel av volymen - en volframlegeringsplatta som är ungefär 60 % tunnare än en blyplatta med motsvarande avskärmningsprestanda. Denna storleksfördel är avgörande i kompakta medicinska apparater som PET-skannrar, strålterapikollimatorer och sprutskydd som används inom nuklearmedicin. Till skillnad från bly är volframlegering giftfri, styv och bearbetbar till exakta toleranser, vilket gör det lättare att integrera i komplexa enhetsgeometrier.
Försvar och ballistiska tillämpningar
I försvarstillämpningar tjänar volframlegeringsplåtar som pansarkomponenter, ballistiska barriärer och som råmaterial för kinetisk energipenetratorer. Materialets höga densitet och hårdhet gör att det kan besegra skyddande pansar genom kinetisk påverkan vid höga hastigheter. Volframlegering har till stor del ersatt utarmat uran i vissa penetratorapplikationer på grund av färre regler för hantering och bortskaffande, samtidigt som den levererar utmärkt ballistisk prestanda. Plattor används också som strålskyddande insatser i pansarfordon som kan fungera i miljöer med radiologiska risker.
Flyg- och flygmotvikter
Flygplan och rymdfarkoster kräver exakt massbalansering för att säkerställa en stabil flygning. Volframlegeringsplattor bearbetas till motvikter för helikopterrotorblad, styr ytbalansvikter i flygplan med fasta vingar och vibrationsdämpande komponenter i rymdenheter. Den höga densiteten gör att ingenjörer kan uppnå den erforderliga massan inom extremt trånga utrymmeshöljen – en begränsning som blir kritisk i applikationer där varje kubikcentimeter tillgängligt utrymme tas med i designen.
Olje- och gasindustrin
I riktningsborrningsoperationer används volframlegeringsplattor och block som borrkragar och borrhålsverktygskomponenter där vikt på borrkrona krävs i en begränsad diameter. Den höga densiteten av volframlegering gör att borrare kan lägga till avsevärd massa till bottenhålsenheten utan att öka verktygssträngens yttre diameter - en viktig fördel när man borrar genom hårda bergsformationer eller navigerar genom höljesbegränsningar.
Industriell vibrationsdämpning och motbalansering
Tillverkningsutrustning, precisionsinstrument och roterande maskiner kräver ofta täta motviktsmassor för att eliminera vibrationer och säkerställa smidig drift. Volframlegeringsplattor används i svänghjul, gyroskop och balanserande fixturer där deras höga densitet gör att massan kan placeras nära rotationsaxeln, vilket minimerar rotationströgheten samtidigt som dämpningseffektiviteten maximeras. Detta är särskilt värdefullt i höghastighetsspindlar, turbiner och CNC-bearbetningsutrustning.
Bearbetnings- och tillverkningsöverväganden
Volframlegeringsplattor kan bearbetas med konventionell CNC-utrustning, men materialets hårdhet och nötningsförmåga kräver specifika verktygs- och processparametrar. Att arbeta med en leverantör eller maskinverkstad som har specifik erfarenhet av volframlegering rekommenderas starkt för att undvika verktygsskador, ytsprickor eller dimensionsfel.
- Verktyg: Verktyg i solid hårdmetall eller hårdmetallspets krävs. Höghastighetsstålverktyg slits snabbt och är inte lämpliga för bearbetning av volframlegeringar vid produktionshastigheter.
- Skärhastigheter: Lägre skärhastigheter än för stål rekommenderas – vanligtvis 40 till 80 m/min för svarvning och fräsning – med måttliga matningshastigheter för att förhindra verktygsflisning.
- Kylvätska: Översvämningskylvätska rekommenderas starkt för att hantera värmeuppbyggnad och förlänga verktygets livslängd. Torrbearbetning av volframlegering leder till snabbt verktygsslitage och ytmissfärgning.
- Slipning: Ytslipning till slutlig tjocklek är vanligt för att uppnå planhetstoleranser snävare än ±0,1 mm. Diamant- eller CBN-slipskivor används för finishoperationer.
- EDM (Electrical Discharge Machining): Wire EDM och sinker EDM är väl lämpade för volframlegering och kan producera komplexa profiler och fina egenskaper som är svåra att uppnå genom konventionell skärning.
Välja rätt volframlegeringsplatta för din applikation
Att välja rätt kvalitet, tjocklek och finish för volframlegeringsplåt kräver utvärdering av flera applikationsspecifika faktorer. Att köpa den högsta densiteten är inte alltid det rätta svaret - i vissa fall erbjuder en legering med lägre volframhalt bättre bearbetbarhet, seghet eller magnetisk neutralitet som bättre tjänar slutanvändningen.
- Definiera ditt densitetskrav: Om maximal massa per volymenhet är det primära målet, välj en 95 % eller 97 % volframkvalitet. Om bearbetbarhet och seghet är lika viktiga ger en 90% eller 93% kvalitet en bättre total balans.
- Bekräfta magnetiska krav: Tillämpningar nära MRI-system, känslig elektromagnetisk utrustning eller vissa flygsensorer kräver W-Ni-Cu icke-magnetiska kvaliteter snarare än standard W-Ni-Fe-sammansättningen.
- Ange toleranser för planhet och ytfinish: Standardsintrade plattor kan ha planhetsavvikelser på ±0,3 mm eller mer. Om din applikation kräver tätare planhet – till exempel för precisionsskärmning eller instrumentering – specificera slipade plåtar med dokumenterad planhetscertifiering.
- Begär materialcertifieringar: För försvars-, medicinska och rymdtillämpningar, begär alltid en materialtestrapport (MTR) som bekräftar kemisk sammansättning, densitetsmätning och testresultat för mekaniska egenskaper i enlighet med ASTM B777 eller motsvarande standarder.
- Tänk på behov av ytbehandling: Volframlegeringsplattor är i allmänhet korrosionsbeständiga i omgivande miljöer, men för tillämpningar som involverar långvarig exponering för fukt, syror eller hög luftfuktighet kan strömlös nickelplätering eller kemisk passivering ge ytterligare skydd utan att nämnvärt påverka dimensionstoleranserna.
Riktlinjer för säkerhet och hantering
Volframlegeringsplattor är giftfria och icke-radioaktiva, vilket ger dem en betydande säkerhetsfördel jämfört med bly och utarmat uran i många applikationer. Säker hanteringspraxis bör dock fortfarande följas, särskilt under bearbetningsoperationer där fint volframlegeringsdamm och spån genereras. Volframdamm klassas som störande damm och bör inte andas in under längre perioder. Anläggningar som bearbetar volframlegeringar bör säkerställa adekvat ventilation, använda lämpliga dammuppsamlingssystem och ge operatörer andningsskydd där koncentrationer av luftburna partiklar kan överskrida gränsvärdena för yrkesexponering. Volframlegeringsspån och slipslam bör samlas in och återvinnas genom specialiserade metallåtervinningskanaler, både för miljöansvar och för att volframs återvinningsvärde gör återvinning ekonomiskt värt besväret.